以下是:无缝钢管合金管按需定制真材实料的产品参数
| 材质 | 20# |
|---|
| 产地 | 沧州 |
|---|
| 规格 | 21mm-1020mm |
|---|
| 类型 | 无缝钢管 |
|---|
| 品牌 | 钢兴 |
|---|
| 可定做 | 是 |
|---|
在湖南省娄底市采买无缝钢管合金管按需定制真材实料到钢兴钢管
有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:刘学成-13722727880,QQ:133919903,地址:《沧州风化店乡后枣园工业区发货到湖南省 娄底市 娄星区、双峰县、新化县、冷水江市、涟源市》。 湖南省,娄底市 2022年,娄底市实现地区生产总值1929.5亿元,同比增长4.8%。
我们的现场实拍视频将带您走进无缝钢管合金管按需定制真材实料产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:无缝钢管合金管按需定制真材实料的图文介绍


一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的
生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



创业以来的 湖南娄底热扩管以卓越的性价比和优良的服务,让客户采购安心,使用放心,公司将一如既往;竭诚以优质的产品、优良的服务,与国内外各行业的客商紧密合作,共图发展我们也热诚欢迎客户来钢兴钢管
有限公司司考察,参观及技术交流!



按a、b类供应的钢管,如用于承受液体压力,也要进行水压试验。3、专门用途的无缝管有锅炉用无缝管、化工电力用,地质用无缝钢管及石油用无缝管等多种。无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。 钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材。广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。 30crmo无缝钢管厂生产工艺①热轧无缝钢管主要生产工序(△主要检验工序):管坯及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检)→入库②冷轧(。 然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



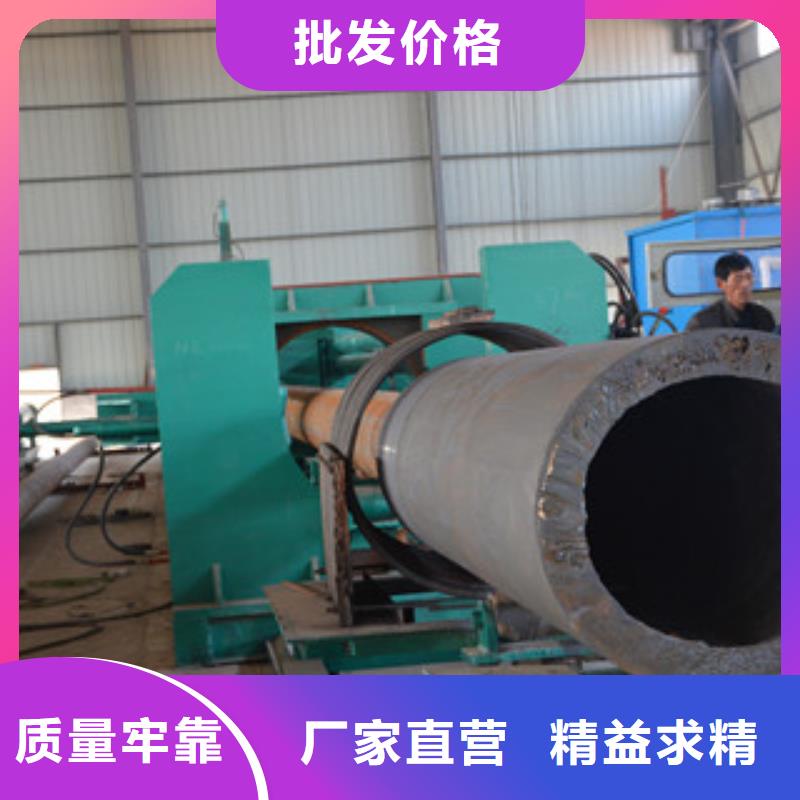
冷拔无缝管的生产工艺是什么
冷轧、冷拔无缝管是两种无缝管生产工艺,还可采用冷轧、冷拔、冷拔、冷轧混合生产。采用冷拔工艺,有设备简单、投资少、操作维护容易等优点。但缺点是中间工序多、成材率低。采用冷轧工艺设备比较复杂,投资多,但可减少中间工序,提高成材率,无缝钢管产品尺寸、钢管表面精度很高,特别适合高精密无缝钢管和极薄壁精密无缝管的生产。
由于受轧机轧辊孔型数量和成本的限制,成品规格不能太多;冷轧和冷拔联合生产工艺生产的成品,具有钢管质量好,加工周期时间短,减少中间脱脂、热处理、缩头、矫直等工序,节省能源,减少金属消耗,较少原料规格等优点。
冷拔钢管管坯酸洗可采用**、**、混合酸、 等。碳素结构钢管管坯和合金结构无缝钢管管坯宜用**酸洗,优质碳素结构钢管和优质合金结构钢精密无缝管管坯宜用**酸洗,含铬 Cr和镍 Ni较高的高合金无缝钢管宜采用**、**、和硝酸的混合酸酸洗,奥氏体不锈钢管宜用 酸洗。
冷拔精密无缝钢管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的精密冷拔无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。


无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



在湖南省娄底市采购无缝钢管合金管按需定制真材实料请认准钢兴钢管
有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘学成-13722727880,QQ:133919903,地址:风化店乡后枣园工业区)。